|
|
 |
目前您在网站的位置:首页-> 产品中心->> 生产工艺及控制 |
|
| 绝缘子生产工艺流程图及工艺控制水平 |
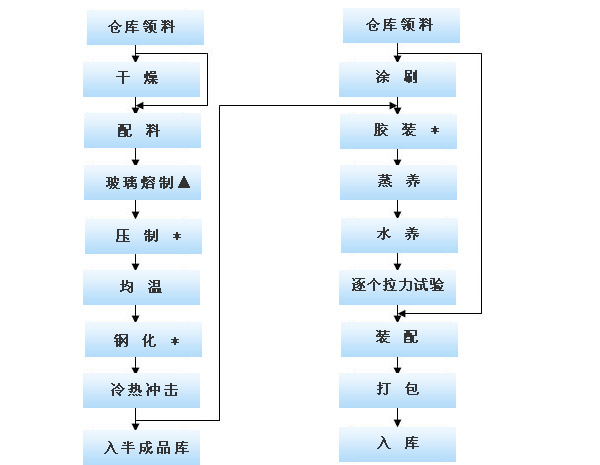 |
| 注:加*号为关键工序 加▲号为特殊工序 |
采购部门根据生产技术科提供的玻璃原料质量内控标准,在合格的分供方中采购原材料。进厂后由质检中心对原材料的化学
成分、颗粒度和含水率进行检验。检验合格后,由质检中心通知仓库管理员进行分类、分批存放。搬运工根据配料的需求向仓库
领料。 |
为了提高混合料的均匀度,作为主要原料的石英砂需经过干燥,和其他原材料送入各个料仓。质检中心根据料方和原料的成
分报表,计算出配方,配料房根据配方进行配料。质检中心对混合料的均匀度和含水率、成分含量进行检测控制。配合好的混合
料经加料机送入窑炉熔化。然后,根据出料量的多少,对温度,液面和炉压实行自动控制,提高玻璃熔化的质量。熔化好的玻璃
液由供料机引入,经压机压制成型。压制过程中,根据产品型号的不同,调整料温、料重以及风压的大小。玻璃的料性越短,成
形的速度越快。压制成型的玻璃件,由于其表面的不同位置具有不同的温度,无法获得均匀分布的钢化应力。均温的目的让玻璃
件软化的均温后方可进入钢化工序。均温后的玻璃件根据不同产品和实际气温的状况,对空气压缩机的风压进行调节。玻璃件在
急剧、均匀地冷却下,即可形成应力,达到钢化的目的。质检人员通过抽查,对玻璃件的头厚和螺纹孔的实际尺寸进行检验。如
发现产品的尺寸超出尺寸控制报表所标识的公差外,应及时地把信息反馈给压机的操作工,以便及时的查找原因,纠正不当的操
作。钢化后的玻璃件要进行一次温差不低于380K的正温热冲击试验和温查不低于120K的冷冲击。经过冷热冲击,对其进行逐只检
查,使其中内在质量不稳定的玻璃件自爆。检验人员对经过热冲击后的玻璃件进行外观质量的检查,剔除那些有结石、裂纹、缺
料等的玻璃件。质检中心还应对半成品的冲压强度进行抽查,从而确定是否拥有好的钢化质量。完好的玻璃件打包送入半成品仓
库存放,存放期至少为三个月,目的是将潜在的、内在质量有问题的玻璃件进一步自爆淘汰。 |
组装车间根据生产计划,向仓库领取检验合格后的零部件(铁帽、钢脚等),制备水泥胶合剂和缓冲剂,然后对玻璃件进行
胶装。胶装完成后的产品需经过至少4小时的蒸养和32小时的水养,并对温度和湿度进行控制,保证胶合剂得到好的养护,拥有
预期的机械强度。养护后的产品通过万能试验机,按50%的额定机械破坏负荷,进行逐个拉伸试验。检验合格后的成品,根据实
际需求量向仓库领取锁紧销,对产品进行装配、套接,并且通过包装,打包入库。 |
|
|
|




